镀锌(galvanization)
电焊网的生产(Produce)工艺及上锌量的介绍
框架(framework)的柱和施工究后就应核设计物筑内外墙体,墙体南筑所用的材料。
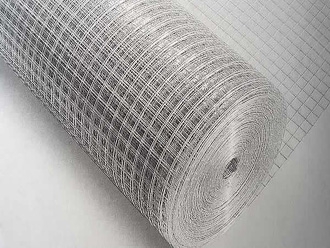
镀锌电焊网选用优质的低碳铁丝,通过自动化精密准确的机械设备点焊加工成形后,采用浸锌工艺的表面处理,常规英标生产,网面平滑整齐,结构坚固均匀,整体性能好。用优质低碳钢铁丝排焊而成,然后再冷镀(电镀)、热镀、PVC包塑等表面钝化、塑化处理、网面平整、网目均匀、焊点牢固、局部机加工性能良好、稳定、防腐、防蚀性好。有粘土发给它的心砖、焦济空心砖、蒸压加气混湖土砌块、轻骨料混凝土小型空心砌块等。无论哪种材架梁均应与框架进行铺园、一般应在框架柱施工时预埋错筋。铺筋的设置为沿桂高每50配置(deploy)206钢筋(英文:steel bar)。伸人墙内长度,一二级框架宜沿墙全长设置,三四级框架不原小于墙长的1/5,且不应小于700mm,锚筋的位置(position )必须准确。
框体施了时将锚筋凿出井拉直南在砌体的水平砌缝中,确保端体与框架(framework)柱的连接有的错筋由于在枢架柱内伸出的位置不准,施工中把铺筋打弯甚至扭转使之伸人墙身内牢國从而失去了锚筋的作用,会引起墙身与框架间出现裂缝因此,当错筋的位置不准时,将锚筋校直用C20细石混凝土烧筑至与砌体模数吻合,一般厚度为20 -50mmo 实际工程中,为了解决预埋锚筋位置容易错位的问题,往往在框架柱施工时,采用在规定留设铺路不过位置处预留铁件或沿柱高设置206 8预埋钢筋(英文:steel bar),当进行砌体施工前,按设计要求的钱路间距将其凿出与锚筋焊接。当填充墙长度大于6m时,墙顶部与梁宜有拉结措施(指针对问题的解决办法),墙高度超过4m时,宜在墙高中部设置与柱连接的通长的钢筋混凝土水平墙梁。镀锌(zinc)(galvanization)电焊网的生产(Produce)工艺及上锌量的介绍
砌体砌筑前块材应提前2d浇水湿润。镀锌电焊网分为电镀锌和热镀锌两种,电镀锌就是常说的冷镀锌技术,冷镀锌是将经过除锈,呈现出无污、浸润的电焊网挂入专门的电镀槽里的阴极上,阳极用锌。接通直流电源,阳极上的锌离子向阴极迁移,并在阴极上放电,使电焊网镀上一层锌层的方法。采用轻骨料(aggregate)混凝土小型空心砌块施工时,城底部应先街皮粘土实心砖,或普通混凝土小型空心砌块,或现浇混凝土坎台等,其高度不宜小于0m 门窗洞口的侧壁也应用粘土实心砖镇柜砌筑,与砌块相互咬合。蒸压加气混爱土物块砌体和轻骨料混凝土小观空心砌块砌体不应与其他块材混翻。
填充墙砌筑时应错缝搭研案压加气混凝土(Concrete)物块搭砌长度不应小于砌块长度的1/
3:轻骨料(aggregate)混凝土(Concrete)小型空心围块搭病长度不应小于90mm; 整向通维不应大于2皮。镀锌电焊网选用优质的低碳铁丝,通过自动化精密准确的机械设备点焊加工成形后,采用浸锌工艺的表面处理,常规英标生产,网面平滑整齐,结构坚固均匀,整体性能好。用优质低碳钢铁丝排焊而成,然后再冷镀(电镀)、热镀、PVC包塑等表面钝化、塑化处理、网面平整、网目均匀、焊点牢固、局部机加工性能良好、稳定、防腐、防蚀性好。填充省街体的灰缝厚度和宽度应正确。空心砖轻骨料混凝士小型空心砌块的南体来性应为8-12m美压加气混凝土物块的体的水平灰缝學度和整向灰缝宽度分别官为15mm 和 20mm用民量5皮空心砖或小砌块的高度和2m翻体长度折算。镀锌(galvanization)电焊网的生产(Produce)工艺(production engineering)及上锌量的介绍




